


 Här kan du läsa om moment som kan uppstå i samband med hantering och montering av glidlager.
Här kan du läsa om moment som kan uppstå i samband med hantering och montering av glidlager.
Montering och säteskonstruktion
I de flesta fall monteras våra rullade glidlager med en presspassning enligt samma princip som andra slutna lager.
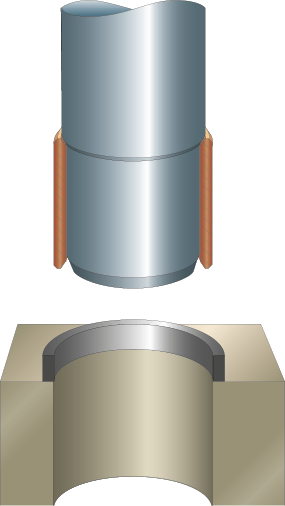
Använd en press eller ett dorn med ansats vid montering av lagret. När diametern på lagret överskrider 80 mm rekommenderas att använda en stödring till hjälp.
I vissa applikationer där BWG eller svarvade lager används kan dessa monteras genom krympning. Denna metod reducerar riskerna att skada lager och säte vid inpressning. Fryst koldioxid (CO2) packas runt lagret och kyler ner det i ca 2 timmar. Därefter skall lagret omgående monteras. Då skall lagret kunna pressas i sitt säte utan större kraft.
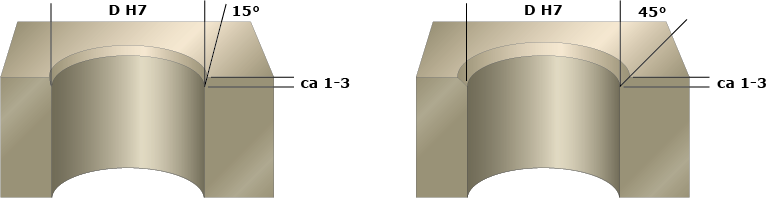
Montering bör ske med montagedon och bricka enligt skiss. Sätena utformas med 15˚ äntringsfas till raka lager och 45˚ till flänslager. WB802 lager är betydligt okänsligare mot skador i lagerytan än flerskiktslager.
En bricka motsvarande flänsdiametern används vid monteringen av flänslager. De flesta lager är tillverkade för att pressas in i säten vilka håller tolerans H7.
Axelkonstruktion
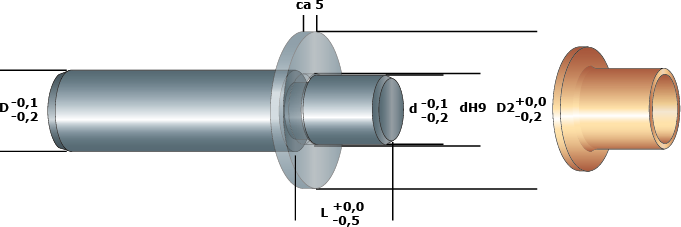
 För att göra monteringen av axeln enklare bör denna ha en fas. Alla skarpa kanter skall vara brutna för att inte skada glidytan på lagret. Att ha en finare yta än rekommenderat, förlänger livslängden endast marginellt medan en grövre yta kommer att reducera livslängden avsevärt.
För att göra monteringen av axeln enklare bör denna ha en fas. Alla skarpa kanter skall vara brutna för att inte skada glidytan på lagret. Att ha en finare yta än rekommenderat, förlänger livslängden endast marginellt medan en grövre yta kommer att reducera livslängden avsevärt.
Som figuren till höger visar rekommenderar vi ett Rz värde på maximalt 4 µm. Axelns ythårdhet bör, när det är möjligt överstiga 50 HRC. Legerat stål eller stål med en lämplig ytbehandling är därför att rekommendera. Förkromade axlar har också visat sig fungera bra, så länge kromskiktet är tunt.
Dimensionskontroll
Kontroll av innerdiameter
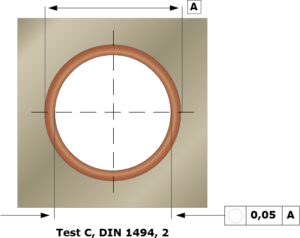
Innerdiametern på tunnväggiga rullade glidlager testas enligt DIN1494, del 2 test C. För att utföra denna test skall lagret vara fixerat i ett referenssäte (tabell 5 enligt DIN1494 del 1). I detta tillstånd kan innerdiametern kontrolleras med en GO eller NO GO cylindrisk tolk.
Normalt är denna metod lämplig för mindre lager. För större diametrar rekommenderas användning av trepunktsmikrometer
Kontroll av axiallager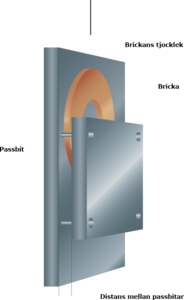
Förutom tjockleken är planheten viktig på ett axiallager. Dessa faktorer har inverkan på livslängden för både brickan och det motgående materialet. Man använder sig av en metod där brickan släpps genom mellanrummet av två plana parallella passbitar vars ytor ska täcka hela ytan på brickan. För ett godkänt resultat ska brickan falla igenom av egen kraft.